
原标题:日本艾条、艾绒工艺原来是从中国唐朝学习的 艾特女娲研发石磨艾绒的经历
日本艾条、艾绒工艺原来是从中国唐朝学习的 艾特女娲研发石磨艾绒的经历
国内现在生产艾制品的厂家大多是采用现代纯机械工艺加工,加工的步骤也相对粗犷、简单,对于低端艾绒的市场还是能够完全满足的,但是对于中高端这样的产品品质就无法达到较高的要求,我们先来说说国内厂家生产的大概过程。
一、 国内大部分厂家生产的全部过程
a) 一般他们常采用收割人工种植的全棵艾草,是带有艾茎的,甚至一些还带有根部和杂草,然后将艾草打捆、运输、储存。
b) 由于存放陈化的成本较高,所以一般厂家是不会进行陈化的,能让艾草在仓库过冬已经是相当的好了,至于为什么一般厂家不愿意陈放三年,请看我另一篇文章里写的很清楚,这里就不罗嗦了。
c) 将仓库的艾草整棵放入粉碎机里进行高速、高温粉碎,一般粉碎两到三遍,如果想做成所谓的高比例绒或者黄金绒,就会在粉碎机里粉碎更多遍,为的就是让当年的艾更黄一些。
d) 粉碎后的艾绒里面有很多杂质,会进滚筛和平筛将杂质去除,一般厂家一到两边筛就得到了成品艾绒。
e) 如果艾绒的颜色不够黄,就会再加入“黄粉”来进行调色,关于“黄粉”是什么你们可以看我关于描述艾绒掺假的文章。调色后的艾绒看起来就是土黄色、金黄色的成品艾绒了。
f) 最后将成品艾绒做成艾条、艾柱或者其他产品。
二、 日本工艺一般使用低温石磨提绒法
此文中我就不再说日本的工艺了,我其他文章里有一篇专门描述日本高级艾绒的制作流程与工艺,有兴趣的可以去看看。
三、 艾特女娲研发石磨的经历
先说说为何需要研发石磨低温提绒的工艺,我们大家都知道日本的科技比较发达,但是为什么在日本,所有的高档艾绒的生产都还是使用1500年前的工艺呢?日本人傻吗?他们不知道粉碎机快吗?我想肯定不是这样。
a) 日本之行
于是2013年的时候我们专门走访了日本的几家高档艾绒生产厂商,其中印象最深刻的就是1659年创办的株式会社“釜屋艾绒”,它位于宫颈中央区的日本桥小网町,但已看不到当年店面的样貌了。不过在大楼一楼还能看到它经历过关东地震和太平洋战争的空袭后,残存的一个大锅的一部分至今还被保留在店内,锅上刻的文字是这个店铺的历史。此外,店内还展示着一个以前人们卖艾绒时用的背篓。
还有一些日本知名的艾绒工厂有新泻县的“佐藤艾绒”、富山县的“大久保艾绒”、滋贺县浅井町的“山正有限公司”。这几家工厂都是有上百年的历史。
“佐藤艾绒”现在在新泻县,是现代规模最大的,这个公司位于名立町,它生产的高级艾绒占日本国内总生产量的 50%以上,地位显赫。
一百年前龟屋佐京商店新井工厂职工合影
“龟屋佐京商店新井工厂“建在日本新井市新泻县的龟屋左京商店的新井工厂,是于 1935 年开业的。
目前,我们艾特女娲出品的中级艾绒出口日本就是和“釜屋艾绒”、 “佐藤艾绒”这两家工厂合作,可悲的是这些中级艾绒会被他们直接或者加工成高档艾绒,放在日本的商店里又被很多中国游客购买走。
b) 艾特女娲学习日本石磨工艺
由于我们和其中两家日本公司有供货关系,所以也非常容易的得以进入工厂进行简单的参观学习,接待我们的美女叫“北村美幸“,翻译叫”吉田正雄“,说实话翻译的水平不太好,害的我们很多东西都没有搞懂,基本都是猜的,当时也没有先进的翻译机,我们基本都是靠蒙的,好在我和一起去的同事都是理工科,对于机械和物理还是比较熟悉,在询问中和我们对日本石磨设备的观察中,大致摸清楚了他们石磨低温提绒的工艺流程、设备技术参数等一些商业机密,这也为我们后来还原石磨工艺奠定了基础。
在日本丝鱼川市新泻县土仓(被合并以前叫做西颈城郡上早川村土仓)的“关原艾绒”是在日本的德川时代创业的。据说它的制品的品质极其优良,但在 1976 年停业了。
其工厂的设备如下:
捣磨(也就是我们用的大石臼) 四盏
碾磨(也就是我们用的一、二级石磨) 四盏
圆筒筛 一盏
唐箕 两盏
这些设备的结构和接下来要讲到的“木岛艾绒”的设备是一样的。另外,据说最初的源动 力也是水车,到了昭和时期的中期变成了电力。
木岛艾绒
丝鱼川市中川原新田的“木岛艾绒”是于 1931 年创业的,据说它的设备和规模模仿了前 面所说的“关原艾绒”,与“关原艾绒”是一样的设备和规模。作为源动力,兼用了水车和电力。 也就是说,水量充足的时候全部使用水车作为源动力;水量不足的时候,捣磨用的是水车,其他的设备换成使用电力。工厂必要人员共 4 人,2 男 2 女。其中,一名男士主要负责干燥室和捣磨,另一名男士负责碾磨、过筛和唐箕。两名女性专门负责捣磨的作业。在最繁忙的时期,一天要使用原材料(干燥之后的艾叶)约 300kg。
龟屋佐京商店新井工厂
建在日本新井市新泻县的龟屋左京商店的新井工厂,是于 1935 年开业的。工厂的设备概况如下所述,原来的动力主要是水车,现在都改成了电力驱动。
粗略捣碎机器 8 台
碾磨 6 盏
圆筒筛 4 盏
唐箕 8 个
这些机器左右对称地摆放着。这个工厂属于日本国内规模最大的工厂,机器设备也是艾绒工厂的典型代表。据说昭和53年,因为原因不明的火灾,工厂被全部烧毁。我们在工厂的展厅也看到了当时火灾之后留下的下磨盘,这个磨盘直径 70cm;磨盘表面被划分成6块,每块上有6个槽儿。其实这次参观才让我们真正的了解了他们磨盘的核心参数和设计思路。
我们也看到了当时被烧后的水车。直径约 5m,宽约 1.7 米,挡水板 48 个,据说当时一分钟转动11 圈,输出功率约30马力。因为地形的关系,水的落差小,因此这个水车是使水流在水轮中间部位的“中挂水车”。这个水车是由杉树木做成。一般的水车是用松木做成,但是因为艾绒工厂的运转一般仅在冬季,而春夏秋休息,所以这个水车是用杉树木做成的。如果经常处于被水浸泡的状态,还是松树更耐用。但是如果长期处于干燥状态的话,据说杉树木更耐用。
c) 艾特女娲开始石磨研发还原
其实最早一次做石磨,当时我们还没有看到日本那盏被烧过的石磨,所以猜的和实际的差距比较远,因此第一次做完败,因为没有掌握好磨道角度和进料口屯口径的角度,磨出来的绒非常的碎,几乎和粉碎机出来的差不多了,绒纤维也很短,所以做坏了几个以后我们果断放弃。
第二次去日本才看到了那只火灾后留下的石磨,因为能够正常的看到石磨内部结构,虽然因为大火和年代原因,结构已经被破坏了一些,不过我们凭着理工科的基础还是记了个七七八八,回来以后我就和我的同事迫不及待的开始研究。
我们前后设计了十七版的图纸,最后选定六个差距较大图纸作为实验原型的图纸。记得最开始我们对石磨的材质也进行了很长时间的纠结,因为日本人制作艾专用的石磨用的石头只有一种。无论是新泻县、富山县、滋贺县的艾绒工厂使用的石磨都是用从新泻县系鱼川市的早川(河流的名字)上游选取的石头做成的。早川是一条发源于新泻县的活火山“烧山”(烧山属于富士火山带的一部分),流经丝鱼川市内,最终流入日本海的河流。在这条河的上游,有很多烧山火山喷发而形成的岩石,这些岩石被称为“喷火石”。这些岩石中有最适合艾草专用石磨的石头。
据说日本当时奈良教育大学教授梅田甲子郎博士对石头做了鉴定,得到的结论是,这个石头是“角闪石安山岩”,一部分是“紫素辉角闪石安山岩”。据日本人说他们虽然也使用过花岗岩和硬质砂岩等,但是最终证明都比不上早川的“喷火石”。
因此纠结二三,我们采用了在国内能找的一些材质,这中间还包括麻石、青石、花岗岩、砂岩、玄武岩,因为我们是南阳人,南阳本身产独玉,我们甚至尝试了使用独玉来做石磨,在反复的实验中我们发现,石磨石材的硬度并不是越高越好,我们发现在使用独玉和玄武岩制作的石磨提绒非常容易斩断艾绒,可能主要是因为这两种石材硬度太高,在摩擦的时候容易将艾绒的纤维碾碎。
我们历时两三年时间,失败了上百次,做坏了几十个石磨,终于在2017年的时候成功的制作出了一级石磨、二级石磨、三级石磨,三种石磨的作用是不一样的,一级石磨主要是为了将干燥的艾叶粗略的轻微粉碎,二级石磨是为了将轻微粉碎的艾叶中的叶肉、叶脉、叶杆之类的杂质剥离出来,三级主要是将更细小的杂质去除。就这样通过三级石磨九道工序的加工后就可以进滚筛和平筛了,过了筛以后的艾绒再经过另一道工序后就完美达到了日本中级的水平,因为是商业机密,所以这道工序我就不具体描述了。
d) 关于唐箕的研发进度
在日本,中级艾绒还不是最好的,但是用于制作艾条、艾柱已经是最好的了,另外还有高级艾绒是要经过唐箕再处理以后才可以,但是因为唐箕的工艺太复杂,而且日本人坚决不出售此机器,所以我们也只能靠瞟学将唐箕的基本功能和原理猜了个七七八八,也设计了十多个图纸,并且尝试制作了几次,到目前还没有达到日本的标准,因为唐箕内部的一些部件要求精度非常小,0.02毫米的精度,我们手工几乎不可能做出来,所以针对唐箕我们一直还在研究中,目前我们的唐箕已经能够达到日本工艺的百分之七八十,虽然难度很高,我们艾特女娲没打算放弃,希望能尽快的完成这个工艺的攻克。
PS:日本的工艺这么好,其实还是从中国唐朝学走的,我在另一篇文章中详细写道了这段历史,这里就不罗嗦了,有兴趣的可以看我其他的文章。
最后解释一下,因为商业机密的问题,公司一直要求文章中不能出现石磨和唐箕的图片,所以这篇文章中我没有发相关图片,大家脑补吧,实在没办法。
大家如果对我的文章感兴趣,也可以去看看我的其它文章
艾人收艾草的那些事-艾特女娲的真实记录
三年陈艾真的有吗?黑心商家手段揭秘!艾特女娲告诉你真相
艾灸的传说和起源,为何日本艾绒比国内的好?看了才知道
责任编辑:
 北京紫荆医院评价好不好:前列腺的症状,每个男人都该了解
北京紫荆医院评价好不好:前列腺的症状,每个男人都该了解 G7咖啡X欧姆龙首次跨界联名,聚焦社会公益
G7咖啡X欧姆龙首次跨界联名,聚焦社会公益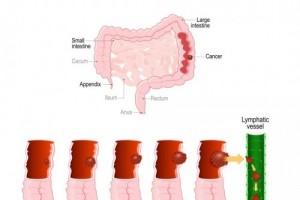 发现就是中晚期的结直肠癌,其实有办法可以避免!
发现就是中晚期的结直肠癌,其实有办法可以避免! 成都中德肾病医院主任医师--付冬梅
成都中德肾病医院主任医师--付冬梅 成都中德肾病医院首席顾问--屈燧林教授
成都中德肾病医院首席顾问--屈燧林教授 从远程急救到救命神器,迈瑞医疗用科技全方位护航体育赛事医疗保障
从远程急救到救命神器,迈瑞医疗用科技全方位护航体育赛事医疗保障 世界糖尿病日:社区药店为糖尿病健康管理助力
世界糖尿病日:社区药店为糖尿病健康管理助力 后疫情时代,高压下的职场人如何应对反复发作的头屑头油!
后疫情时代,高压下的职场人如何应对反复发作的头屑头油!